从应用到价值:史丹利百得工业如何引领汽车紧固连接技术革新

作为汽车制造业的脊柱,紧固连接技术承担着确保车辆结构稳固与安全的任务。如今在轻量化、智能化、电动化的新浪潮中,这一基础工艺正经历着前所未有的技术革新。正是在这样的背景下,史丹利百得工业亮相第十九届上海国际汽车制造技术与装备及材料展览会(以下简称AMTS 2024),向业界展示了其在自动化无孔紧固和机械连接领域的最新技术突破。

史丹利百得工业参加 AMTS 2024;图片来源:史丹利百得工业
史丹利百得集团,源自美国的史丹利公司,自1843年成立以来,已走过了一百八十多年的发展历程。2010年3月,史丹利与百得公司强强联合,组建了史丹利百得集团。这一里程碑式的合并,进一步巩固了史丹利百得在全球工业以及工具行业的领导地位,使其成为工业级自动化紧固解决方案和机械连接设备制造领域的佼佼者。
在史丹利百得集团的业务版图中,史丹利百得工业扮演着重要的角色。史丹利百得工业拥有航空航天、汽车和新能源、制造业、工业服务等业务板块,在广泛的工业领域为客户提供紧固解决方案及相应的技术支持和服务。在汽车和新能源板块,史丹利百得工业设立了汽车工程紧固团队,为汽车制造商设计紧固件和设备,致力于为新能源汽车客户提供零配件、智能化设备、现场服务以及数字服务。
AMTS 2024高光
作为全球领先的紧固连接解决方案供应商,史丹利百得工业自是不会错过AMTS这样盛会。此次展会,该公司重点展示了其TUCKER®品牌下的三项技术和解决方案,即等离子连接技术(TPJ)、自穿刺铆接技术(SPR)、以及基于螺柱焊接系统(SWS)的无孔紧固解决方案。

等离子连接技术;图片来源:史丹利百得工业
在被展出的一系列产品和技术中,最引人瞩目的莫过于此次全球首发的TUCKER®等离子连接技术。据官方介绍,该技术利用等离子喷枪产生的高温,迅速软化材料表层,从而使紧固件能够轻松推入材料内部,实现快速而稳定的连接。这一技术不仅适用于不同厚度和硬度的异种材料连接,还能满足只能单面可达的连接应用,极大地扩展了材料连接的可能性。
“无论是从提高连接效率,还是帮助主机厂降低TCO(总拥有成本)方面,这都是一个卓越的解决方案,”史丹利百得工业大中华区总裁李秀峰先生这样评价TUCKER®等离子连接技术。
等离子连接技术的问世,无疑是史丹利百得工业持续创新精神的缩影。同时,自穿刺铆接技术和无孔紧固解决方案的广泛应用,不仅彰显了公司在紧固连接领域的技术领先地位,更体现了其以技术普惠推动行业共同发展的愿景。
据官方介绍,TUCKER®自穿刺铆接技术是一种无需预先钻孔或冲孔即可将两层或多层材料牢固连接在一起的先进工艺。作为全球自穿刺铆接技术的领导者,TUCKER®目前已成功售出超过17亿颗自穿刺铆钉。这项技术为轻量化材料的连接提供了一种全新的解决方案,尤其适用于难以通过传统点焊方式连接的铝合金、高强钢和超强钢等材料。其采用冷连接工艺,不产生热影响或粉尘排放,耐用性更是传统点焊的两倍。此外,该技术所采用的在线质量控制系统能够实时监测过程数据,有效减少不良品的产生,从而大幅降低了生产成本。
在介绍自穿刺铆接技术在行业中的影响力时,李秀峰先生强调,该技术目前已被广泛应用于客户的生产制造流程中,且公司对于更多客户的加入持开放态度,期待与他们共同推广这项技术。 “随着时间的推移,我们推广的技术正逐渐成为行业标准。我们预见,一项技术一旦得到业界的广泛认同,将会吸引更多的市场参与者将其应用于工业化生产之中。史丹利百得工业致力于与合作伙伴共同努力,推动市场和行业的持续进步与繁荣发展。”
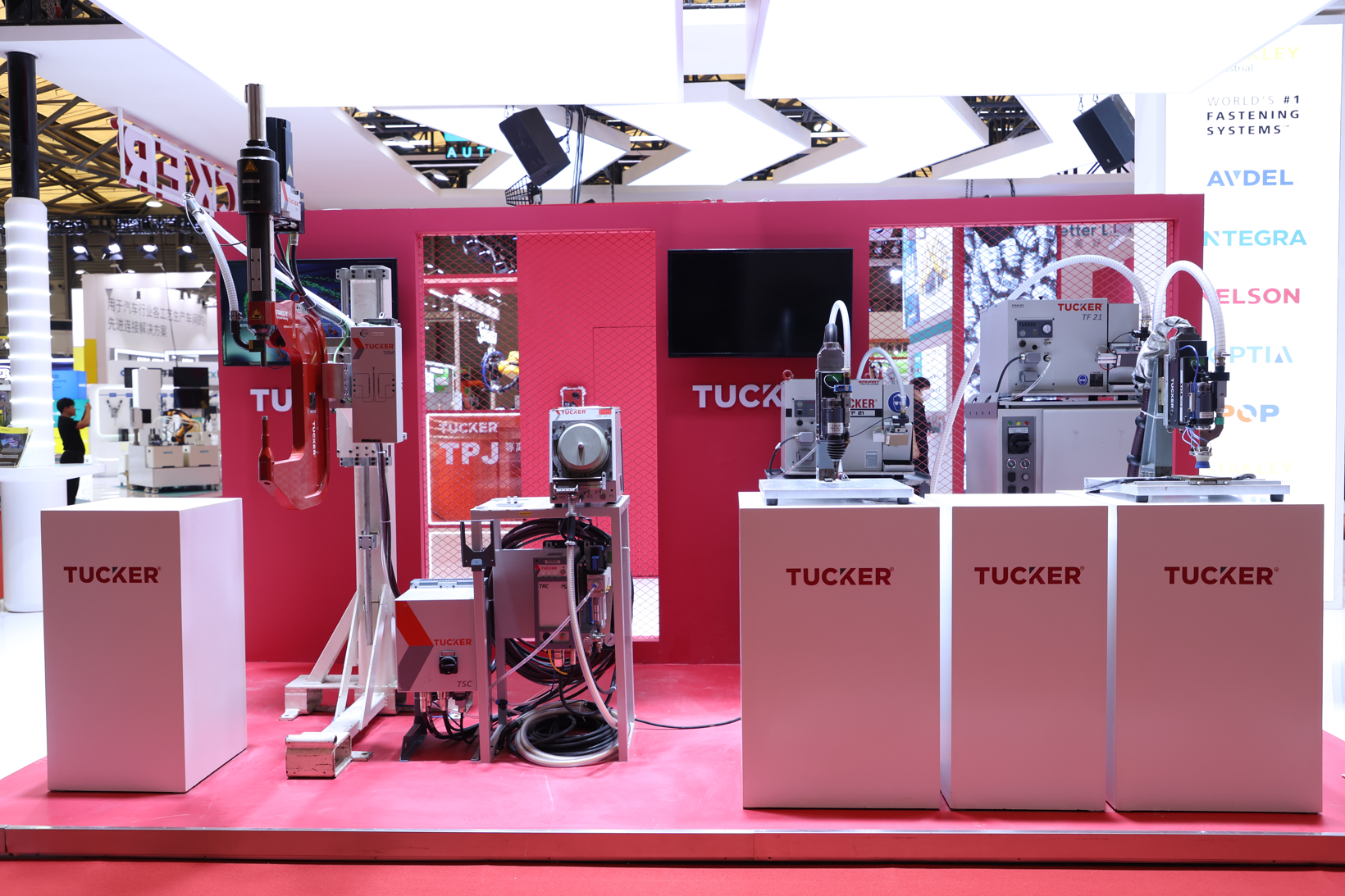
自穿刺铆接技术(SPR)、基于螺柱焊接系统(SWS);图片来源:史丹利百得工业
在自穿刺铆接技术的广泛应用之外,史丹利百得工业在汽车行业的另一项成功技术革新是其无孔紧固解决方案。该方案目前已被广泛应用于全球汽车制造业的板材处理,在当前汽车行业轻量化、压铸化的发展趋势下,能够很好的适应新趋势下生产工艺的变化,更好的满足新的紧固需求。
车辆制造离不开精密的紧固需求。事实上,每一辆车量产下线前都要满足超过200项的紧固要求。尽管一些制造商可能会采用传统的车身钻孔技术来实现这些紧固需求,但这种方法随着时间的推移可能会引发一系列问题。例如,底盘上的流体管路安装孔在长期暴露于恶劣环境后可能会遭受腐蚀,导致连接松动。车门面板的开孔处,由于结构应力的变化,可能会在高速行驶时产生额外的噪音。而在发动机上钻孔不仅会破坏其结构完整性,还可能引发复杂的设计变更和后续维护难题。
史丹利百得工业的无孔紧固解决方案正是针对这些挑战而设计的。具体而言,该方法通过将金属螺柱焊接至车身,充当锚固点,随后将塑料紧固件推入到位以固定待紧固部件。这种工艺避免了钻孔的需要,实现了100%的防水和防泄漏性能,同时有效防止了腐蚀、松动、噪音增加以及对结构完整性的损害。该技术的应用范围更广,无论是铝合金还是高强度钢材,都能实现精准焊接,确保了连接的可靠性和耐用性。此外,无孔紧固技术还具有高度的设计灵活性,使汽车制造商能够根据个性化生产需求,灵活调整设计方案,满足不同车型和应用场景的特定紧固需求。
技术的价值在于应用
对于史丹利百得工业而言,其对汽车行业的贡献远不止于提供紧固连接零部件。该公司的技术与解决方案在与整车制造商或一级供应商(Tier 1)的生产制造流程深度结合时,会展现出更广泛的应用潜力和价值。

螺柱焊接技术;图片来源:史丹利百得工业
据李秀峰先生的介绍,史丹利百得工业的工艺和技术主要应用于主机厂的生产流程中,尤其是在白车身车间和总装车间。在白车身的组装中,从冲压件的成形到四门两盖的安装,史丹利百得工业应用了包括螺柱焊接、拉铆和压铆在内的多种工艺。针对轻量化车身材料,如铝合金或高强度钢,史丹利百得工业采用自穿刺铆接技术,实现了材料的坚固连接。而在总装车间,其通过铆钉、塑料卡扣金属螺纹件和结构件等多样化的连接方式,确保了内饰与外饰件的稳定装配。
李秀峰先生强调道,史丹利百得工业的所有技术革新和改进均基于对客户需求和实际应用场景的深刻理解。“我们坚持客户中心性(customer centricity)原则,深入探索实际应用场景。我们会走进主机厂的白车身车间和总装车间,实地观察和理解每一位工人的操作流程,并思考如何优化这些过程,减少操作时间,提高效率。同时,我们也会审视连接工艺对材料本身的影响,探索如何通过技术提升来增强产品的可靠性,并为客户创造更多的附加价值。”

史丹利百得工业大中华区总裁李秀峰先生接受盖世汽车采访;图片来源:史丹利百得工业
而在新能源汽车领域,史丹利百得工业的工艺和技术也大有用武之地。李秀峰先生透露到,截至今年上半年,新能源汽车业务已占公司汽车相关业务的50%左右。而这一增长得益于公司的产品方案在新能源汽车制造中的广泛应用。比如,在白车身制造领域,虽然公司的技术在燃油车和新能源汽车上本就有着通用性和适应性,然而新能源汽车在轻量化方面有更多考量,使用的复合材料也更为多样,这为史丹利百得工业提供了更广阔的技术应用空间。例如,其自穿刺铆接技术在新能源汽车上被运用后,不仅提升了连接效率,也满足了车辆对于轻量化和高性能的双重需求。
同时,史丹利百得工业还在探索产品技术在新能源车上的创新应用。以电池包为例,电池包通常涉及到高压接地(high-voltage grounding)。这种接地方式对材料和焊接工艺有着非常严格的要求,而该公司的产品设计在该特殊应用场景中展现出了独特的优势。
此外,在电池包的密封方面,前述的等离子接合技术也有着广泛的应用前景。例如,电池包的壳体和上盖之间需要进行密封,通常有200多个连接点。使用等离子连接技术进行连接,不仅无需预开孔,而且操作效率更高。
数字化能力不仅是驱动器,更是价值创造的途径
史丹利百得工业在行业中的领先地位,不仅源于其在工程紧固和材料连接领域的专业能力和创新技术,还体现在其工艺和设备的数字化能力。这些数字化解决方案与生产车间的实际操作紧密结合,确保了设备的稳定运行和生产效率的最大化。
“我们正致力于通过数字化手段,帮助我们的主机厂客户在白车身车间和总装车间提高生产效率,并减少设备维护和维修保养时间,”李秀峰先生如是说。
李秀峰先生还介绍道,史丹利百得工业的设备操作软件具备完善的数据接口,能够实现与不同主机厂制造执行系统(MES)的实时数据上传和对接。这种集成为主机厂提供了丰富的数据资源,使其能够进行大数据分析,从而深入理解铆接和焊接工艺与产品质量之间的相关性。

史丹利百得工业参加 AMTS 2024;图片来源:史丹利百得工业
此外,史丹利百得工业提供的大数据分析模型和机器学习工具,能够在工艺过程出现偏差时及时发出预警,帮助主机厂预防潜在问题。这种实时预警系统不仅提高了生产过程的可靠性,还能在设备持续出现数据偏差时判断是否需要更换易损件,从而实现主动预防维护,大大提升了设备的使用寿命。
该公司还对铆接和焊接设备的人机交互界面(HMI)进行了优化,基于云端和远程操作技术,实现了设备的集成化管理。工艺工程师可以通过电脑远程监控整个车间数百台设备的工作状态,包括铆接和焊接的频率、实时工艺参数等。与传统的每个工作站需要单独终端控制的方法相比,这种设置不仅提高了生产的灵活性和效率,还节省了大量人力资源。
李秀峰先生还强调,史丹利百得工业始终将人工智能分析模型以及大数据分析工具与主机厂及其他工业客户的实际需求紧密结合。在确保所有设备都是互联互通的前提下,该公司向主机厂提供数据分析模型和方法,帮助客户将材料连接过程中的关键参数无缝集成到具体的生产场景里。在他看来,史丹利百得工业提供的不仅是驱动器,更是一种价值创造的途径。通过帮助主机厂实现故障预警、提升生产效率等目标,这种价值在客户的生产端被最大化。
中国市场洞见
在中国,史丹利百得工业的发展历程是一段不断深化本土化的历史。自1999年上海埃姆哈特成立以来,公司逐步扩展,目前在中国已设立了7家公司和3家制造厂,分布在上海、南通、广州等地,在华员工总人数达790人,涵盖研发、生产和销售等关键业务领域。其在中国的业务聚焦于航空航天与制造业、汽车与新能源、以及智能制造等领域。
对于这个已深耕多年的市场,李秀峰先生表示,中国汽车市场虽然竞争十分激烈,但其超过3,000万辆汽车的年生产量,对全球供应商来说,依然极具吸引力。尤其是中国在新能源领域的转型速度,更是为新技术和新产品的推广应用提供了理想的试验场。
他指出,激烈的市场竞争会是推动品牌、产能和效率优化的动力。目前中国汽车市场的产能已超过5,000万辆,远超目前的年产销量,这意味着市场上存在过剩的产能。这种过剩将激发市场自我调节机制,通过竞争的筛选作用,逐步淘汰那些转型步伐迟缓和运营效率不足的企业。市场调整可能是一个痛苦的过程,但这是向更加健康的价值链状态转变的必经之路。随着落后的产能被淘汰,市场将逐步进入一个更加良性的状态,价值链将回归到一个合理的区间。
当前,中国在新能源汽车领域的领先地位已在全球范围内得到广泛认可。这一成就的取得离不开一套成熟而完善的供应链体系。随着国内新能源车企加快国际化步伐,中国的新能源供应链也开始向世界舞台扩展。李秀峰先生认为,中国的新能源汽车供应链不仅为国内汽车产业的繁荣提供了坚实支撑,在全球范围内实现了技术与经验的"弯道超车",还为全球汽车工业的转型升级贡献了独到的中国智慧和解决方案。
而在中国本土,史丹利百得工业始终坚持“在中国,为中国” (In China, for China)的战略。这一战略不仅指导着公司的供应链布局和生产决策,确保它们首先满足本土市场的需求,同时也将研发活动紧密对接中国市场的特点和需求,以保证产品和服务能够精准地服务于本土业务的持续发展和创新。

史丹利百得工业参加 AMTS 2024;图片来源:史丹利百得工业
“在中国,我们的核心研发思路依然是‘customer-backed innovation’,即客户驱动创新。我们的应用工程团队深刻理解客户的具体需求,提供定制化的解决方案和创新思路。而设计工程团队则从基础研发的角度出发,为客户研发新产品和工艺。这种双轨研发模式确保了我们能够从不同角度满足客户的多样化需求,”李秀峰先生表示。这种客户导向的思路,让史丹利百得工业选择将资源集中在最接近客户的部门,并确保决策过程贴近客户一线,从而实现更高效的运营和更快的市场响应速度。
小结:
无论市场竞争如何激烈,对企业来说,“打铁还需自身硬”。史丹利百得工业深刻认识到,唯有将外部压力转化为内部动力,才能在如此“卷”的市场环境中保持持续增长。为了实现这一目标,公司不仅要在成本控制上持续优化,更要在产品研发和市场拓展上不断突破。
李秀峰先生表示,在航空航天和大工业领域,史丹利百得工业凭借其稳定的市场表现和卓越的技术实力,已经成功实现了预期目标。而在汽车行业,公司将继续在新能源领域深耕细作,不断推出创新的材料连接方案和专为新能源市场设计的新产品,以满足客户日益增长的需求。单丝不成线,独木不成林,史丹利百得还将采取 “与胜者共赢”(win with the winner)的战略,积极与中国本土市场份额领先者建立紧密的合作关系,为公司带来更多的业务机会和市场资源,并促进合作双方的共同成长与发展。
来源:第一电动网
作者:盖世汽车
本文地址:
以上内容转载自盖世汽车,目的在于传播更多信息,转载内容并不代表第一电动网(www.d1ev.com)立场。
文中图片源自互联网,如有侵权请联系admin@d1ev.com删除。