初入锂电行业时第一份青涩的工作总结


近几年,锂离子动力电池迅猛发展,行业市场广阔。很多人看好该行业的大好前景,纷纷踏入;行业内也有人深深感受到了压力和艰难,放弃这块业务,或跳出这个行业。正所谓“外面的人想进去,里面的人想出来”。我进入锂电行业,也是一片激情和热情。最近,我整理电脑发现了初入锂电行业时第一份青涩的工作总结,重温当时的情景,虽然从最基础的一线工作开始,那也是有兴趣,有梦想的。希望自己继续努力,不忘初心,砥砺前行,成就自己的“锂”想生活。
以下是初入锂电行业时第一份青涩的工作总结:
20xx年1-3月份工作总结
总结人:miko woo
20xx-04-09
我于20xx年1月10日报道入职,加入锂离子电池项目组团队。从第一天开始,我积极转变心态,适应新的环境,融入项目组团队中,以认真负责的工作态度参加具体的工作,保持高度积极性和浓烈的学习兴趣,在具体的工作中成长和进步,以更好的状态发挥自身潜能,把工作做得更好。现在总结汇报1月份至3月份的工作和感受,从而进一步提高工作的效率,提升自身认识,思考今后的工作规划。
一、适应新环境,努力实现学生到职业人的角色转变
我于200x年大学毕业之后,来到北京继续攻读研究生学位,20xx年1月份获得学位。研究生阶段主要的研究方向是xxx。求学期间,老师和朋友都认为我性格沉稳、能够认真、静心地做事,适合于从事科学研究工作,建议我毕业之后,留高校或去研究所工作。在毕业面临择业问题时,我对自己的性格特点、专业能力、兴趣爱好进行了综合的评价,从而确定自己的职业发展方向。我更加关注于技术研发,能够集中精力去分析和研究在实验和生产过程中的技术问题、以及生产工艺的优化改进。一般地,高校和研究所的科学研究更加偏重于基础理论或应用理论研究,离实际生产比较远,在多年研究生阶段的研究工作中,我发现自己更期望研究成果能够转化为生产力,实现自我价值。因此,立志去企业,针对实际生产工艺和技术,利用自己的专业技能、分析能力以及创新能力去解决实际问题,创造效益。
一直以来,我一直在学校求学,这是我的第一份工作,因此,选择工作意向时,重视所选择的行业的现状、发展前景,企业的发展愿景,以及工作团队的状况。锂离子电池由于工作电压高、体积小、质量轻、能量密度大、无记忆效应、无污染、自放电小、循环寿命长等优点,得到广泛的认可。小型锂离子电池在我国已经形成完整的上下游产业链,广泛应用于通讯设备、手提电脑、照相机等便携式产品,而且锂离子电池一直得到了国家和北京市的大力支持和资助。由于节能减排的环保要求,以及铝合金、镁合金等新材料和新技术的发展,电动车进入了发展高潮,而锂离子动力电池由于其优点成为新能源电动车动力的最佳选择。另外,锂离子电池在储能市场也有巨大的空间。因此,锂离子动力电池成为全球的研究热点,锂电行业具有广阔的发展前景。现在,很高兴能够成为此行业的一员,并期望自己能够不断努力,为锂离子电池的发展做出自己的贡献。
目前,项目组成员十余人,陈工、许工和林工经验丰富,而且非常愿意指导和帮助我们年轻人,提高我们的能力和水平。日本专家在电池设计、材料、设备和工艺控制方面经验丰富,有很多值得我们学习和借鉴的地方,我们几个刚刚毕业不久的学生加入了这个团队,大家都处于积极学习和提高的阶段。整个团队处于磨合期,而且团队成员即将迅速增加。在新的团队中,我们可以迅速提高,培养各方面能力,拥有良好的实现自我价值的平台。在这样的环境下,我时刻保持学习的状态和良好习惯,喜欢这种工作环境和状态。而且,相信在这个平台下,能够结合自己的特点,发挥自己的专长,创造价值。
新加入团度,我认真完成安排的任务,同时主动承担工作,在工作中不断学习和提高,积极做工作记录,进行归纳总结,多向专家和领导请教汇报,和同事及时交流探讨。学生时期,主要的任务是学习知识,培养能力,而职业人需要敬业,做好本职工作,在工作中不犯错或少出错,承担责任。因此,我也积极转变思维方式,做事方法,适应新环境,逐步实现从学生到职业人的转变。
二、认真工作,在实际工作中保持积极的学习状态和习惯
(一)、新到设备的调试和培训
1月份,日本进口设备真空搅拌机、小型实验室涂布机、热封机、手套箱和注液机、卷绕机进入实验室,相关厂家对设备进行调试和培训,我和大家一起积极学习,参加培训。由于先前没有接触这些设备和相应的电池生产工艺,1月份的调试和培训工作,我主要关注了设备的基本构造、相应的基本操作流程和注意事项。春节前,主要参与了真空搅拌机负极活性物质MCMB的搅拌工艺,通过多次搅拌试验熟悉了电池浆料的搅拌工艺过程,主要采用先在搅拌罐添加粉料,然后多次添加溶剂进行搅拌直至最终的固含量。同时我们的实验结果发现这种材料固含量48%时,粘度适中,比较适合后续的涂布工艺。参与了涂布机的调试过程:挡板式(拉浆式)涂布,挤出式涂布,挤出式间歇涂布。了解了各种涂布方式的操作流程,相应的参数含义以及设置方式,对涂布工艺有了直观的认识。学习了热封机的基本操作流程,注液机的手动注液操作流程。
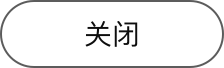
经过统一安排,我成为涂布机的第一负责人,卷绕机的第二负责人。春节之后,根据设备的责任安排,我进行这两个设备相关方面的工作。首先,我将涂布机的英文说明书全部翻译为中文,并装订成册放置在涂布机作业区,以供设备操作者随时查阅相关问题。通过对说明书的翻译,我也对涂布机的结构、涂布方式、程序以及涂布操作步骤有更全面系统的认识。后续的各种实验过程中,我们进行了大量的挡板式涂布实验。由于每次实验浆料不相同,必须快速确定达到预定的涂布量。而挡板式涂布时,涂布头两侧的μ表可以反映涂布辊和刀辊之间的间隙大小,在操作中发现μ表读数比较稳定,受到设备震动影响小,表明涂布机机械稳定性比较好。因此,以μ表读数作为涂层湿厚的参考,每次涂布实验调节刀辊和涂辊间隙,设置3、4个涂层湿厚值,然后分别取样测试样品的面密度和厚度。图1为实验数据,涂层湿厚与涂层面密度之间存在线性关系,对两者进行线性拟合,得到线性关系式,根据关系式和预定的涂布面密度,就可以快速确定要求的涂层湿厚,在此基础上,再对涂布间隙做细微调整达到预定涂布量。多次涂布试验发现涂布机内侧每次调整间隙时,松开间隙调节手柄,μ表读数上升5μm左右,从而导致涂层左右两侧厚度不均匀。之后,对两侧分别取样线性拟合涂层湿厚和面密度的关系,两侧间隙分别调节,两侧μ读数相差20μm左右,涂层两侧均匀。所有的涂布实验数据,我进行了归纳和整理,累积了不同浆料的涂布参数,以便后续的实验参考。
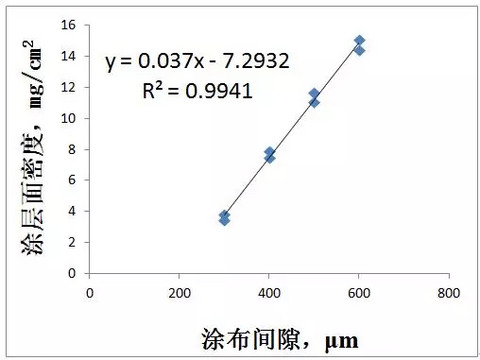
图1 涂布间隙与面密度之间的线性关系
我还开展了极片重量实验,辊热膨胀实验和相关的分析讨论,另外,查阅资料,针对实验室涂布机的挡板式涂布(如图2所示)学习和总结,影响涂布质量的因素主要有:
1、涂布量控制:(1) 浆料的流变特性:固含量、粘度、均匀性、沉降;(2)刀辊和涂辊之间的间隙控制涂层的湿厚;(3) 液面高度:浆料爬行距离不同影响浆料固含量等特性;(4) 刀辊刀口的磨损、涂辊表面的粗化。刀辊和涂辊两侧磨损严重。
2、涂层均匀性控制:(1) 浆料中大颗粒导致涂层竖条道,表面不平整;(2) 间隙左右均衡影响宽度方向厚度均匀性;(3) 张力控制金属箔的松紧,影响浆料在箔上流动状态,干燥程度;(4)机械稳定性:刀辊的沉降、机械振动影响长度方向的均匀性;(5) 干燥箱出风口可能导致极片颤动,从而影响涂布量不一致;(6) 涂布窗口:Ca=μv/σ与H/R处于合适的关系范围内才能形成稳定的涂层。其中μ为浆料粘度、v为涂布辊表面线速度、σ为浆料表面张力、H为涂辊与刀辊间隙、R为涂辊半径。间隙一定时,涂布速度过大会一涂层竖条道,这是限制涂布速度的因素之一。
3、涂层干燥程度控制:(1) 涂布速度,在保证极片干燥和涂层质量的前提下尽可能提高速度,保证生产效率;(2) 干燥温度,温度过高极片卷曲严重,影响涂层质量;(3) 热风量和排气量相互协调,使干燥箱内形成一定负压。
图2 挡板式(拉浆式)涂布示意图
卷绕机组装和程序调试从x月份开始到x月份结束,实验室卷绕机为半自动方形卷绕机,不影响卷绕质量的项目手动完成,主要有:(1) 正负极极片、隔膜的卷绕准备,这个过程必须根据电池设计确保各种材料的相对位置,以保证电芯平齐;(2) 上卷心;(3) 贴胶;(4) 电芯卷绕完成,手动下料,取出卷心。其他项目自动完成。电芯卷绕需要正负极极片、隔膜平齐,防止卷绕相对位置偏离,造成电池的短路,因此,每一种极片或隔膜有两个EPC纠偏器,第一个纠偏器能够大范围,快速对齐带材,第二个纠偏器再精细调整带材的位置,确保电芯卷绕平齐。每一个带材都有张力控制器,保证电芯卷绕形状,防止外紧内松形状的出现。卷绕机的程序调试比较复杂,历时最长。2月份完成了部分程序,实现了手动卷绕功能。我参加了手动卷绕操作培训,掌握了操作流程。3月份实现自动卷绕程序,我和同事刘工对自动卷绕过程进行检查,发现卷绕过程中存在的问题、提出操作界面的改进项目、以及在程序上实现防范卷绕误操作造成的故障。检查出现问题,再修改程序,程序修改后再检查,如此反复进行,最后达到优化的卷绕程序。
(二)、车间实习
2月份,我在钳工车间进行了两周的分切机组装实习,当时班组有四台分切机的组装工作,我在墙板安装、导辊安装、电机安装中,从搬运器具、擦拭零部件到拧螺丝、钻孔、攻丝等参与了具体的工作。通过短期的实习,对生产车间有了一定了解,零部件的管理和交接非常重要,下游对上游工序需要提出明确的产品要求,否则会额外增加工作量。我也重视实验室和车间的管理制度,目前实验室数据记录没有统一,有些实验记录也没有及时进行,需要进一步完善。另外,组装车间作业复杂,没有固定的规范和流程,工人的态度和经验对设备的机械性能也有重要的影响,例如部件安装时的定位就直接影响设备的性能好坏,经验丰富的师傅大大提高设备机械稳定性。以后,在具体的工作中,我也会累积经验,熟悉设备特性,提高自己的动手能力,以及快速解决工艺问题的能力。
(三)、设备式样测试样品制作
2月份,为了购买检查设备,实验室制作了电芯样品,用于设备式样测试。此次电芯制作工艺包括了浆料搅拌、正负极涂布、极片辊压、隔膜和极片分切、电芯卷绕,电芯热压实。在本次的样品制作实验中,除了没有参加浆料搅拌工艺,其余工序都参与了。极片涂布是关键的工序之一,经后,我会通过理论学习和实践操作,提高技术严格控制涂布量以及涂层的均匀性。通过这次试验,熟悉了极片辊压和分切操作过程,今后通过具体操作掌握这两个设备操作规程。极片和隔膜准备完成,利用卷绕机的手动卷绕功能完成了样品卷芯制备。对设计的电池进行了试生产。X射线检查卷绕平齐的电芯,同时测试了其耐压性,卷绕平齐的电芯从300V开始加压到1200V,电芯没有发生短路。
(四)、正负极材料评估实验
3月份,实验室开展了材料评价实验,主要评价了两种负极材料:MCMB(中间相碳微球),xx公司的负极材料;三种正极材料:公司1、公司2、公司3三家活性物质;以及两种导电剂:乙炔炭黑DB和HS-100。由于中试线的设备购置工作繁忙,我主要开展实验室工作,参加了搅拌、涂布、辊压、样品电镜观察全过程。然后对所有的实验数据进行了总结整理,制作图表,汇报实验结果。
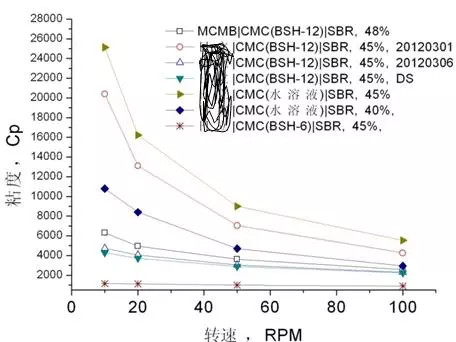
图3 负极浆料粘度
图3为两种负极材料在不同的搅拌工艺下,粘度转子转速分别为10、20、50、100RPM时测试的浆料粘度值。MCMB负极活性物质固含量48%时,粘度适合涂布,而活物质1固含量为45%适合涂布。粘结剂CMC为短链BSH-6时,相同固含量下浆料粘度降低。图4为三种正极材料的浆料粘度曲线,这几种正极材料固含量一般为66%-70%。图5为负极极片多次辊压,随着辊压次数增加,活物质密度变化曲线。先确定辊缝150μm,5回辊压,极片厚度基本不变化,然后再调节辊缝为120μm,4回辊压极片厚度稳定,依次进行最后极片活物质密度大约1.8g/cc。扫描电镜观察辊压极片,发现10回辊压时,宏观形貌良好,但是活物质微孔结构塌陷,影响锂离子脱嵌过程,因此活物质密度不能无限增加。在后面的工作中,我会加强学习,理解锂离子电池的原理,熟悉电池生产工艺过程。
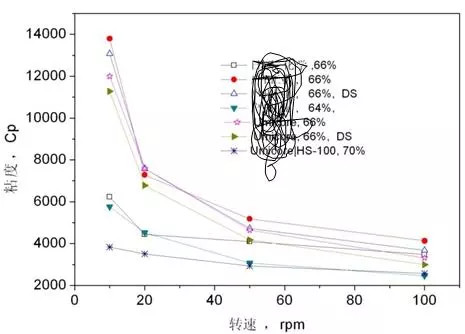
图 4 正极浆料粘度
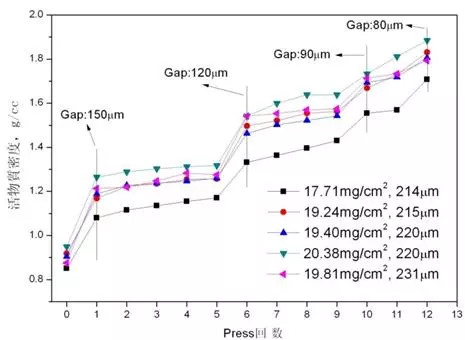
图5 负极辊压活物质密度曲线
与此同时,三个月期间,还参加了中试线的设备讨论会、厂房布局装修讨论会。参加这些会议,更加熟悉了锂离子电池的生产流程,具体的设备情况,厂房要求,对锂离子电池的生产过程有了一个大概全面地认识,为后续工作打下了一定基础。
三、规划工作,在团队中发挥主观能动性,实现自身价值
三个月的工作,我已经了解了锂离子电池生产的大致过程,熟悉了团队的人员组成,团队的目标,项目的进展情况。我觉得自己具有认真做事、务实的特点,追求具体和明确的事情,喜欢依据实际情况来考虑问题;能集中精力关注焦点,专注于技术问题;善于独立思考、收集和处理丰富的信息;具有耐心,喜欢一对一地和别人打交道,能与人友好合作。我希望能在团队中承担责任,为实现锂离子电池项目贡献更大的力量。结合自身的性格特点,我关注于锂离子电池的设计,新工艺研发,生产工艺过程控制,以及电池性能测试。因此,希望在团队中从事这些方面的工作,具有更加明确的工作职责,承担一定的责任。在今后的工作中,会从以下几个方面努力:(1) 保持良好的工作习惯,认真负责的工作态度;(2) 抓紧时间,提高效率,努力完成本职工作,做出出色的成绩;(3) 积极完成安排的任务,主动负责承担各方面的工作;(4)及时总结归纳,及时交流沟通,加强学习,提高专业水平和业务能力。
在今后的工作中,我将不断提升能力,积累经验,贡献自己的能力,以拼搏奋斗的态度对待自己的事业,实现自我社会价值。
来源:第一电动网
作者:锂想生活mikoWoo
本文地址:
本文由第一电动网大牛说作者撰写,他们为本文的真实性和中立性负责,观点仅代表个人,不代表第一电动网。本文版权归原创作者和第一电动网(www.d1ev.com)所有,如需转载需得到双方授权,同时务必注明来源和作者。
欢迎加入第一电动网大牛说作者,注册会员登录后即可在线投稿,请在会员资料留下QQ、手机、邮箱等联系方式,便于我们在第一时间与您沟通稿件,如有问题请发送邮件至 content@d1ev.com。
文中图片源自互联网,如有侵权请联系admin@d1ev.com删除。